圆柱型下拉式夹具

5轴加工中心用无刀具干涉的高精度下拉式夹具
IMAO的圆柱型下拉式夹具是拥有5μm的高重复定位精度的5轴加工中心用夹紧器。
通过下拉形式的夹紧方式,可以有效避免干涉刀路。通过一次装夹完成5个面的加工,可以实现集成工序,从而大幅度提高加工精度。
简易化的机械结构,在5轴加工中心内能更简单、准确地实现定位及夹紧。
特点
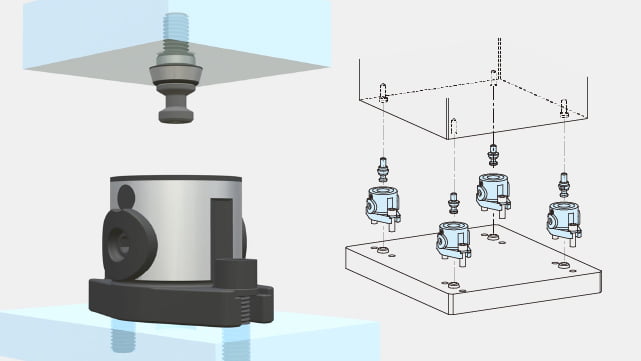
下拉形式的夹具
通过在工件上安装下拉螺栓,从下方夹紧工件有以下优势。
- 无工具干涉
- 1次装夹完成加工,从而提升加工精度
- 更加契合5轴加工

优秀的重复定位精度
通过圆锥面和装夹面的两面拘束进行定位,重复定位精度为5μm。
夹紧更快速更简单
仅1次操作即可完成定位及夹紧
六角扳手旋转3圈,即可完成夹紧
夹紧螺栓安装也十分简单
其他特点
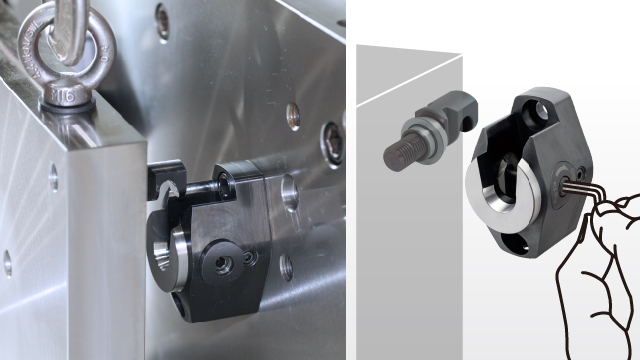
圆柱型下拉式夹具 卧式加工中心用
只需将工件垂直下落就能勾住
本体上部有大幅开口,并通过钩子形状的特殊夹紧螺栓,能快速安全地夹紧工件
即便在完成夹紧前,钩子形状的夹紧螺栓也能勾住本体防止工件掉落
提供可应对各种工况的夹紧螺栓!
可对应形变后工况的夹紧螺栓
通过前后使用两种定位凸缘直径不同的夹紧螺栓,可对应淬火、粗加工等造成的工件变形所引起的孔位偏移。
特别适用于模具等需要校正形变的工件,可使用同一套夹具同时完成形变修正与粗加工。
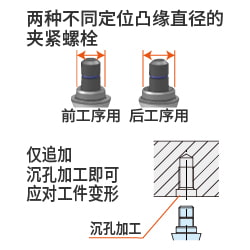

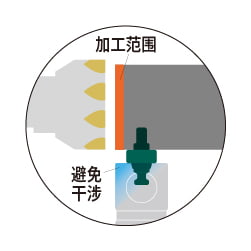
附垫圈夹紧螺栓
使用附垫圈的夹紧螺栓垫高工件,可以防止成套夹紧器本体干涉刀路。

使用方法

关于夹紧螺栓
圆锥夹紧螺栓
在需要定位的地方使用

夹紧螺栓
在不需要定位的地方使用

圆锥夹紧螺栓 配置图
工件定位时,圆锥夹紧螺栓的基准型和菱型请按下图方式配置。
※旋拧顺序为基准型→菱型→夹紧螺栓。
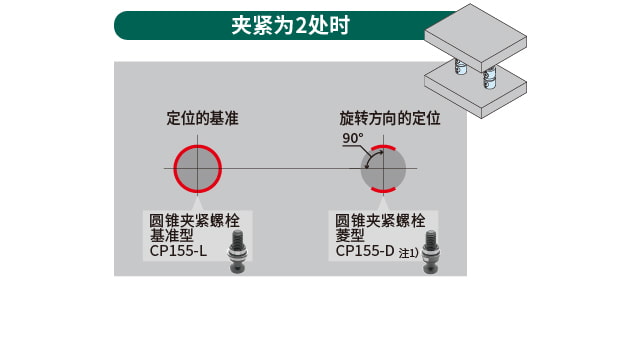
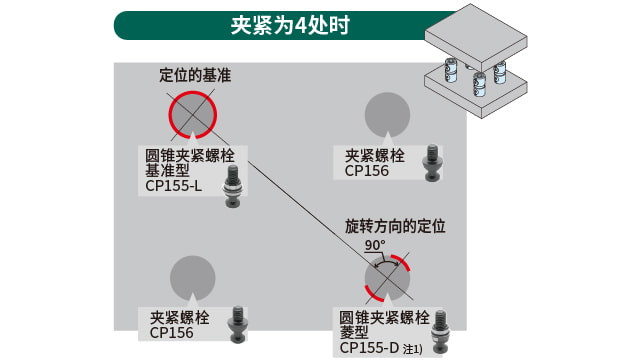
注1)M6型没有圆锥夹紧螺栓(菱型),请使用CP155-L圆锥型夹紧螺栓(基准型)。
视频
※此视频非静音视频,播放时请注意音量等。
※此视频非静音视频,播放时请注意音量等。
应用实例
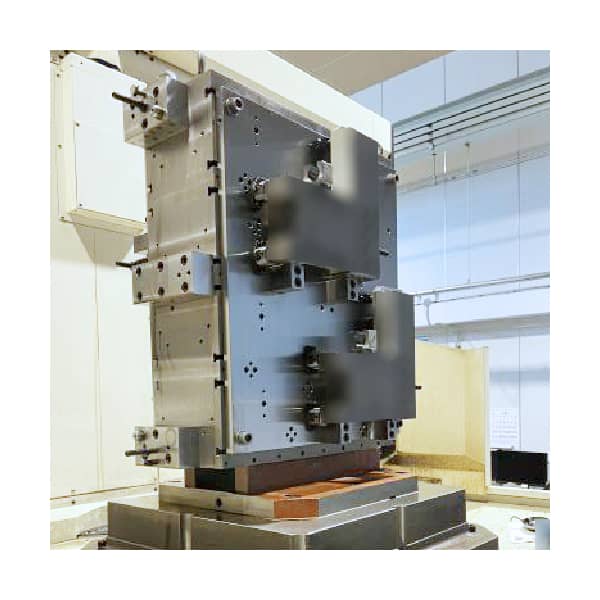
通过可定位的下拉式夹将工件准备时间缩短至1/4!
加工过程中工序过度时无需移动夹具!
《株式会社东洋机械制作所(TOYO MACHINE MFG.Co.,Ltd.)》
创业于1938年,是一家致力于制造机床、产业机械,具有84年历史的公司。公司利用多年积累的制造技术(加工/装配),在除样机和专用机床的设计和制造外,还开展了高质量的 OEM/ODM 生产业务。
2016年,应客户要求研发并制造了业内首台可进行“微型精密零部件加工”的超高精度卧式加工中心。2018年,开发并销售了具有能加工出出色真圆度及表面粗度的 BTA 机床(深孔钻床)。
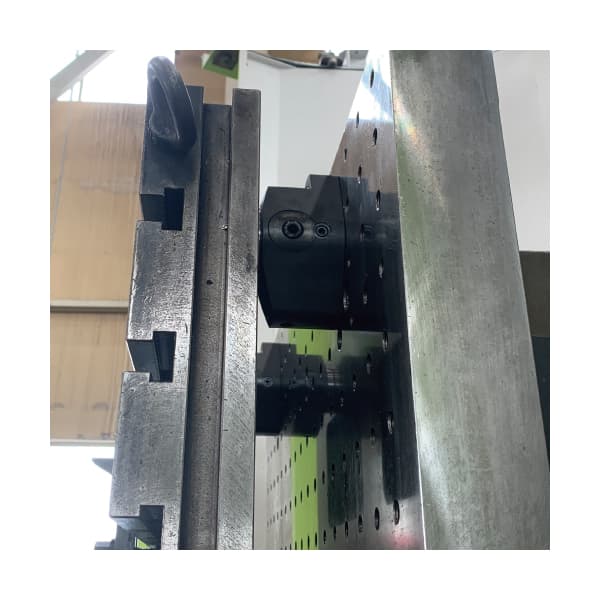
卧式加工中心的夹具交换时间几乎变为零!
《鱼岸精机工业株式会社(Uogishi Seiki Interactive Corporation)》
总部设于日本富山县射水市的模具厂家,公司员工共有53人。
经手众多面向大型车企的压铸模具。
拥有20台机床。并且由于很早就从德国引入大型的5轴加工中心投入到模具制造,其先进性和技术储备使得现在能够每个月进行100个以上的项目的制造。是一家拥有压倒性的生产效率和行业顶尖的技术能力的企业。
通过夹具共通化和简单的交换作业,就能实现不分机床立即加工!
《株式会社FUJIMEC(FUJIMEC Co., Ltd.)》
主要应对半导体、液晶、真空机械部件等的加工、钎焊和熔焊以及设备组装的一条线生产。在切削加工部门,由于具备从泛用机床到最新加工中心的充实设备,因此非常擅长从大型到小型的精密加工以及难切削材料的加工。
坐落于山梨县北杜市,作为提供高品质和尖端技术的提案型企业,为各种行业做出了贡献。
产品分类
成套夹紧器
通过夹紧螺栓即可定位工件又能实现紧固。
可以将各个型号的成套夹紧器堆叠使用,从而增加工件高度。
凸缘型、双型、单型,拥有3种类型可供选择。



夹紧螺栓
安装于工件底部,下拉夹紧工件。



可对应形变后工况的夹紧螺栓
将圆柱型下拉式夹具的夹紧螺母上下翻转后,可吸收加工过程中产生的微量形变。



附垫圈夹紧螺栓
适用于需将夹具更加接近刀柄的场合。



配件



卧式加工中心用
本体上部有大幅开口,并通过钩子形状的特殊夹紧螺栓,能快速安全地夹紧工件。




