OK夹钳 常见相关产品问题
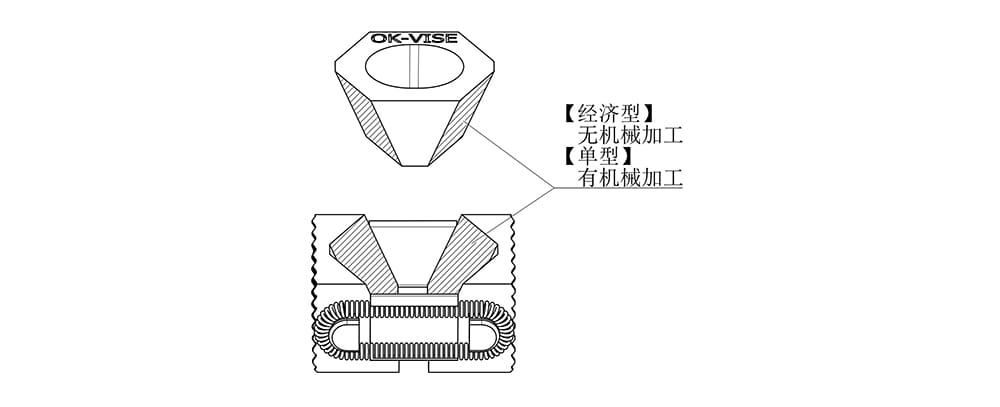
单型是为了让楔块锥面和夹口锥面紧密贴合,进行了机械加工。
经济型由于没有进行过机械加工,夹紧力(紧固扭矩)会变低。
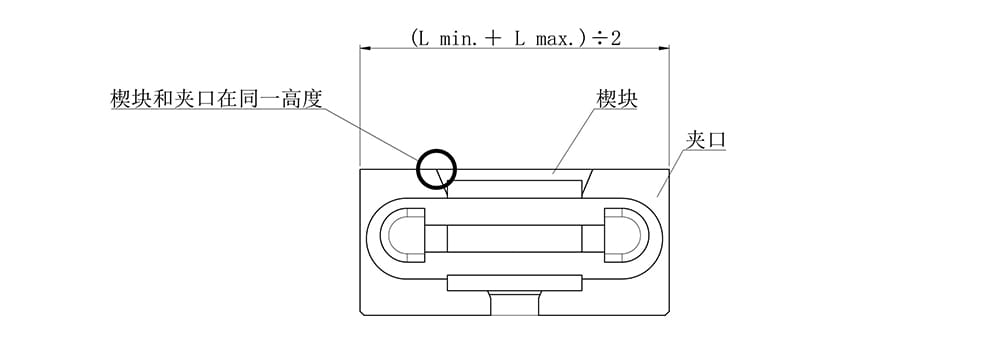
在夹紧行程的中心可以使得楔块和夹口几乎处于同一高度。
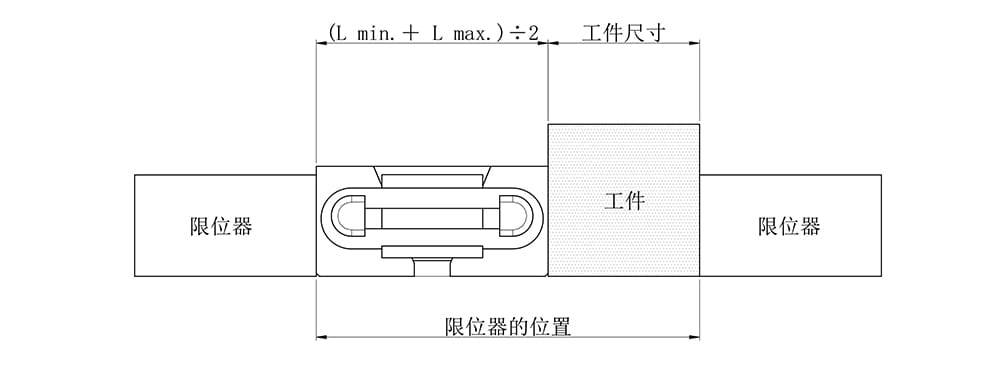
产品目录尺寸的 (L Min. + L Max.) ÷ 2 为夹紧行程的中心。
限位器的设置位置请以夹紧行程的中心为参考位置。
产品目录尺寸的 (L Min. + L Max.)÷2+(工件尺寸 × 2) 为夹紧行程中心的限位器的位置。
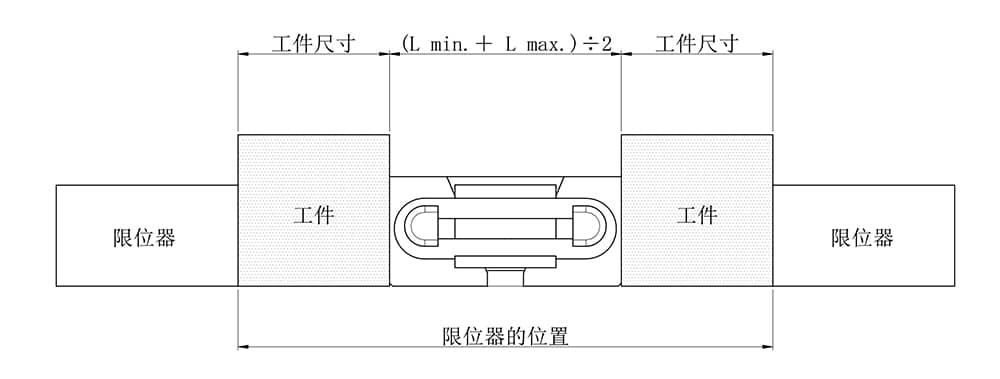
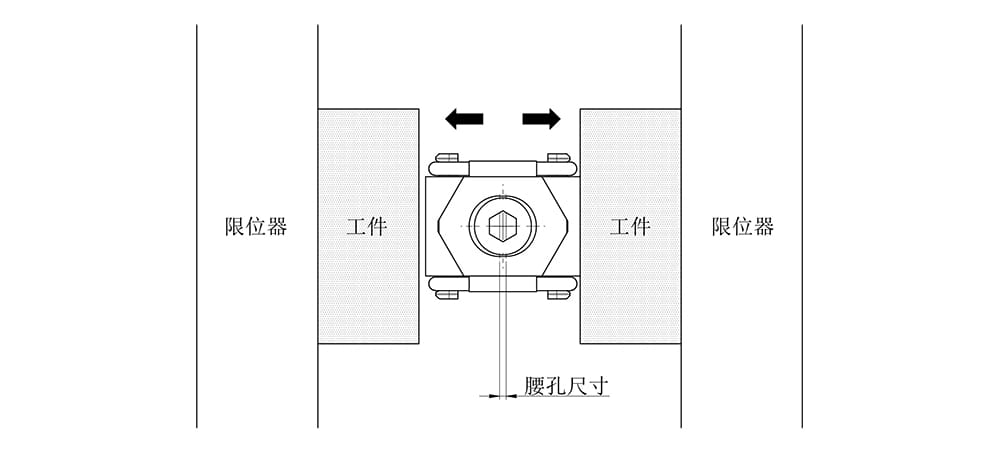
工件尺寸的偏差量会被通过内六角螺栓用孔的腰孔使楔块和夹口进行左右移动因而吸收偏差。
工件尺寸的偏差量请考虑为产品目录里记载的腰孔尺寸。
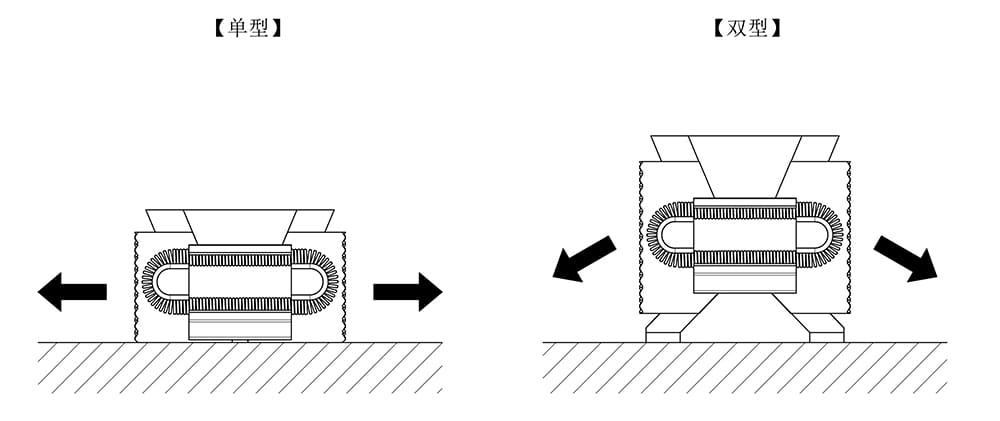
OK夹钳可以通过在一侧设置限位器做到单侧夹紧。
限位器的位置请以夹紧行程的中心为参考位置。
产品目录尺寸的 (L Min. + L Max.)÷2+工件尺寸 为夹紧行程中心的限位器的位置。
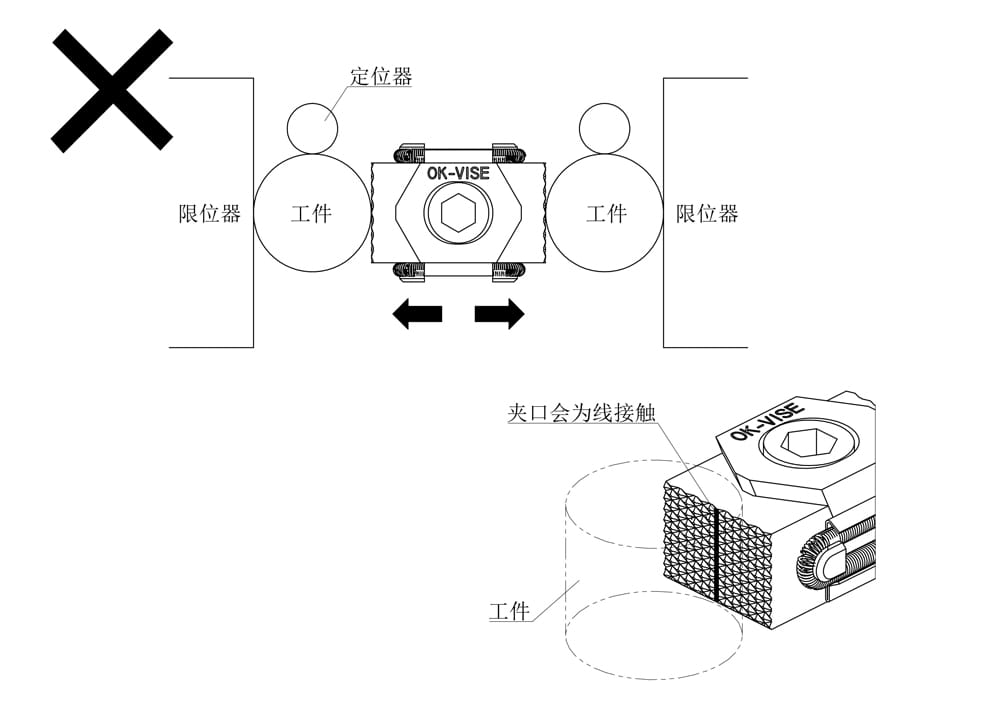
如果使用OK夹钳(经济型、单型、双型)夹紧圆形工件,夹口会为线接触,根据应力夹口有可能会发生损坏。
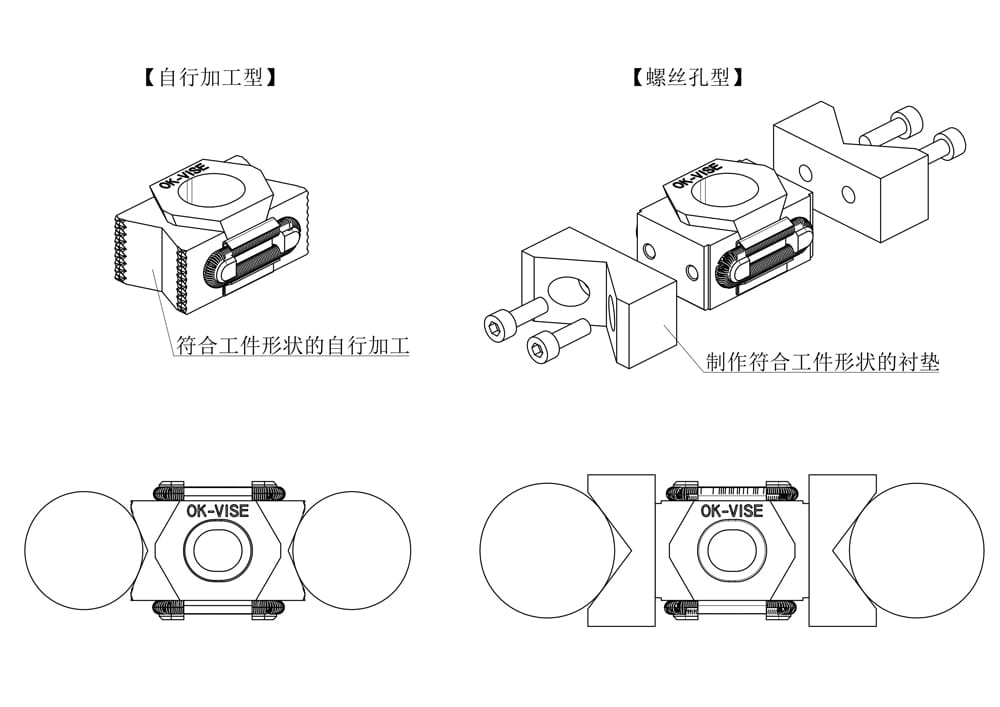
夹紧圆形工件时推荐将自行加工型的夹口根据工件形状完成加工,或者在螺丝孔型的螺孔上安装符合工件形状的衬垫后再使用。
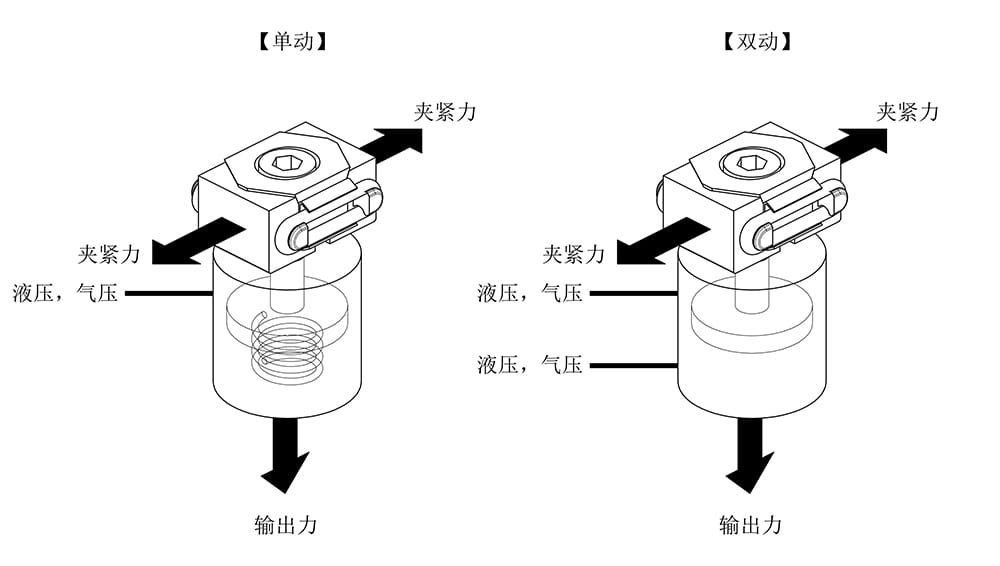
OK夹钳可以通过使用油缸或气缸下拉实现自动化。
拉缸输出力和夹紧力请参照下表。
| 型号 | 输出力(kN) | 夹紧力(kN) | Max.拉缸行程 |
|---|---|---|---|
| AK2-VT-FO | 6 | 6 | 6.7 |
| BK2-VT-SO | 9 | 9 | 6.5 |
| BK2-VT-FO | |||
| BK2-VT-F | 15 | 15 | 6.5 |
| BK2-VT-S | |||
| BK2-VT-SS | |||
| BK2-VT+3 | 13 | 13 | 6.5 |
| BK2-VT-T | |||
| DK2-VT-F | 35 | 30 | 10.3 |
| DK2-VT | |||
| DK2-VT+5 | 35 | 25 | 10.3 |
| DK2-VT-T | |||
| DK2-VT-W-F | 35 | 50 | 14 |
| DK2-VT-W | |||
| FK2-VT-F | 60 | 60 | 12 |
| FK2-VT | |||
| FK2-VT+5 | 60 | 54 | 12 |
| FK2-VT-T | |||
| FK2-VT-W-F | 60 | 90 | 19 |
| FK2-VT-W |
注)输出力和夹紧力存在比例关系。
但是,低输出力时夹紧力会出现偏差。
OK夹钳准备了以下维护部件。
有需要请咨询本公司。
shanghai@imao-cn.com
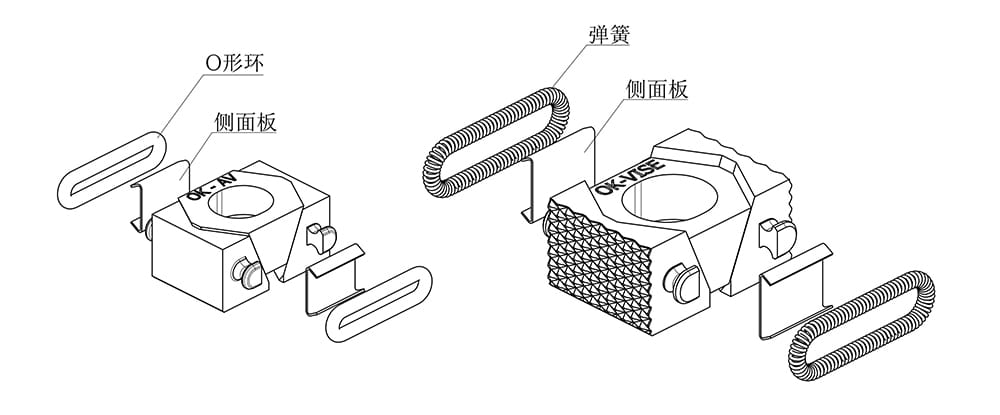
| 型号 | 适用O形环 | 适用侧面板 |
|---|---|---|
| AK2-** | AK2-VT-03 | AK2-VT-04 |
| 型号 | 适用弹簧 | 适用侧面板 |
|---|---|---|
| BK2-** | BK2-VT-03 | BK2-VT-04 |
| DK2-** | DK2-VT-03 | DK2-VT-04 |
| FK2-** | FK2-VT-03 | FK2-VT-04 |