外形固定夹具 常见相关产品问题
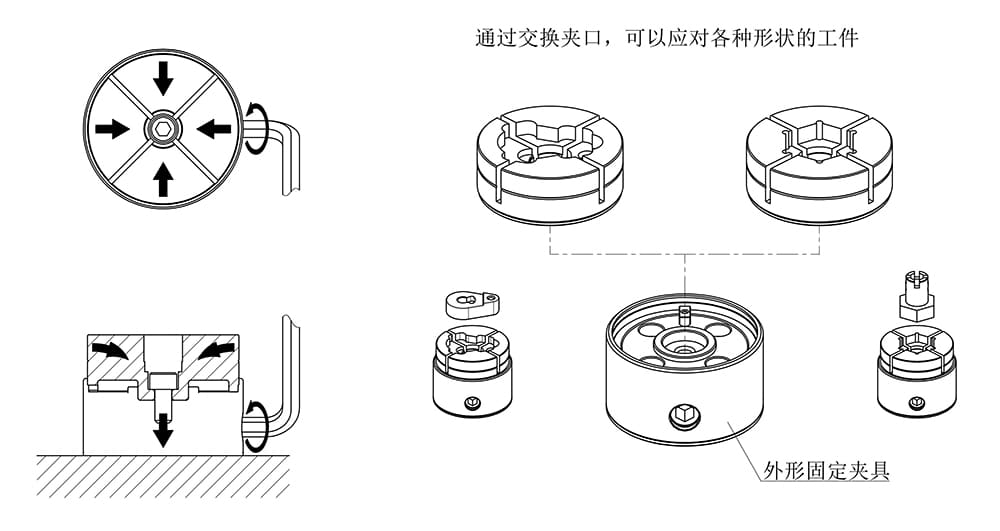
以产品的构造上来说用手拿着产品的状态下(图片左下)紧固很困难,请在本体固定的状态下(图片右下)使用。


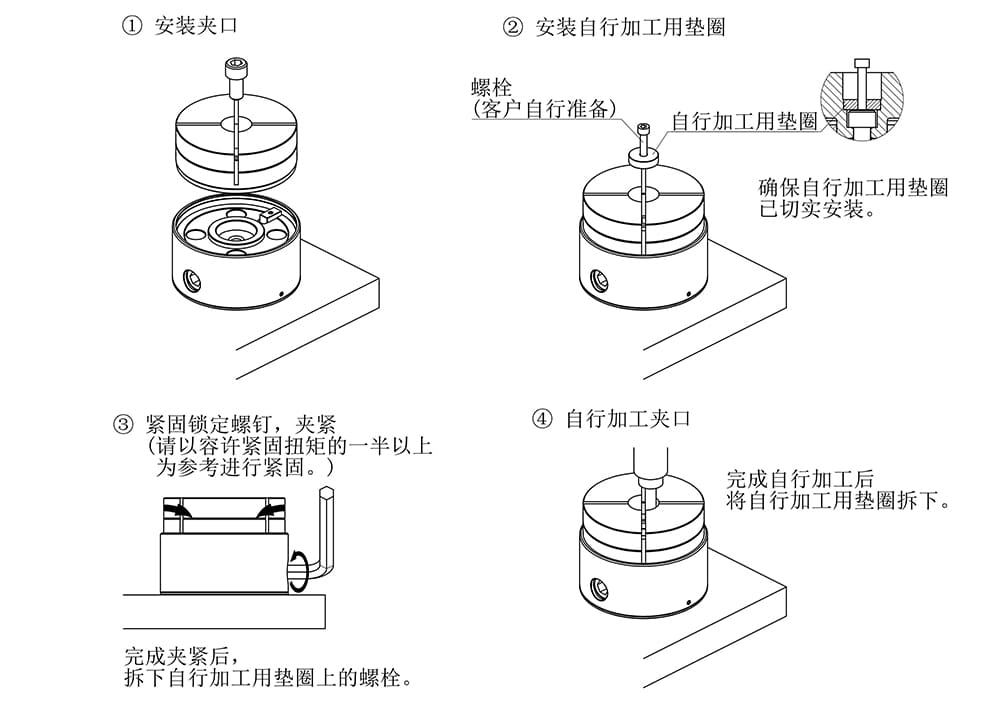
自行加工的时候,确保本体是处在固定的状态下固定自行加工用垫圈。(紧固自行加工用垫圈时请以容许紧固扭矩的一半以上为标准。)
| 型号 | 容许紧固扭矩 (N・m) |
夹紧力 (kN) |
|---|---|---|
| CP120-06501 | 60 | 4 |
| CP120-09001 | 100 | 6 |
外形固定夹具为应对异形工件的自行加工型夹具。
使用了金属弹性变形的夹紧机构,使夹口从4个方向往中心倾倒,从而将工件的外形牢牢夹紧。并且通过交换夹口,能够应对各种工件。
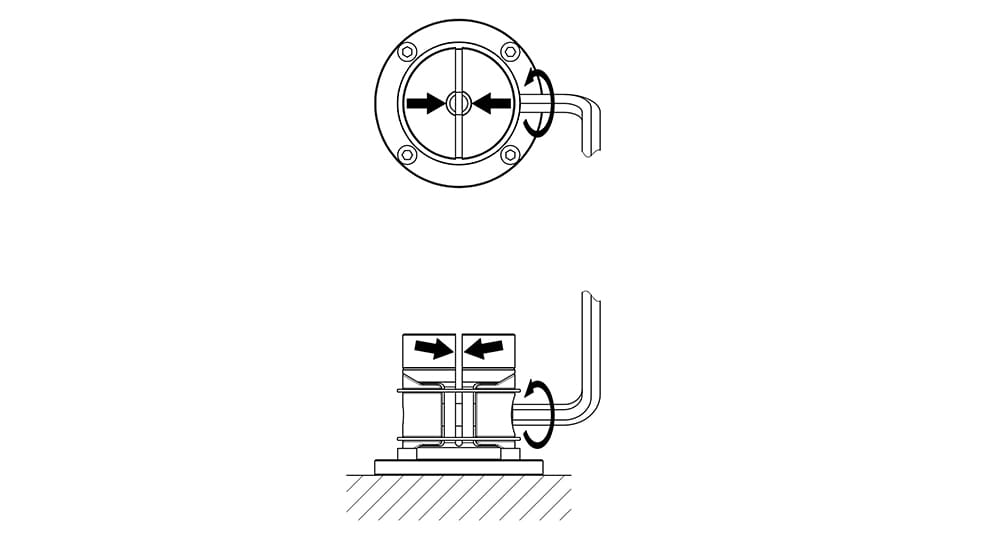
能够应对异形工件的自行加工型夹具。
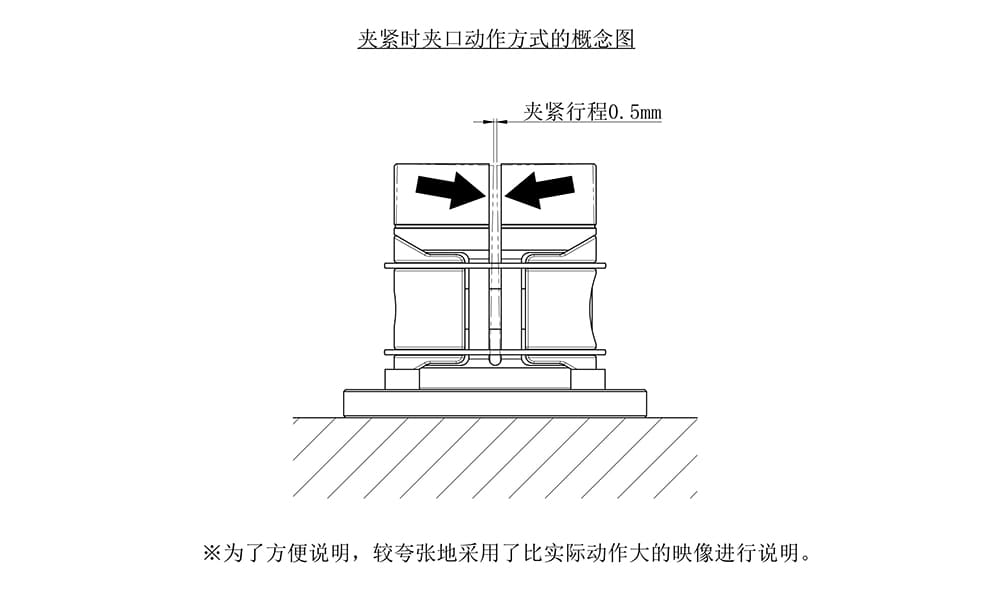
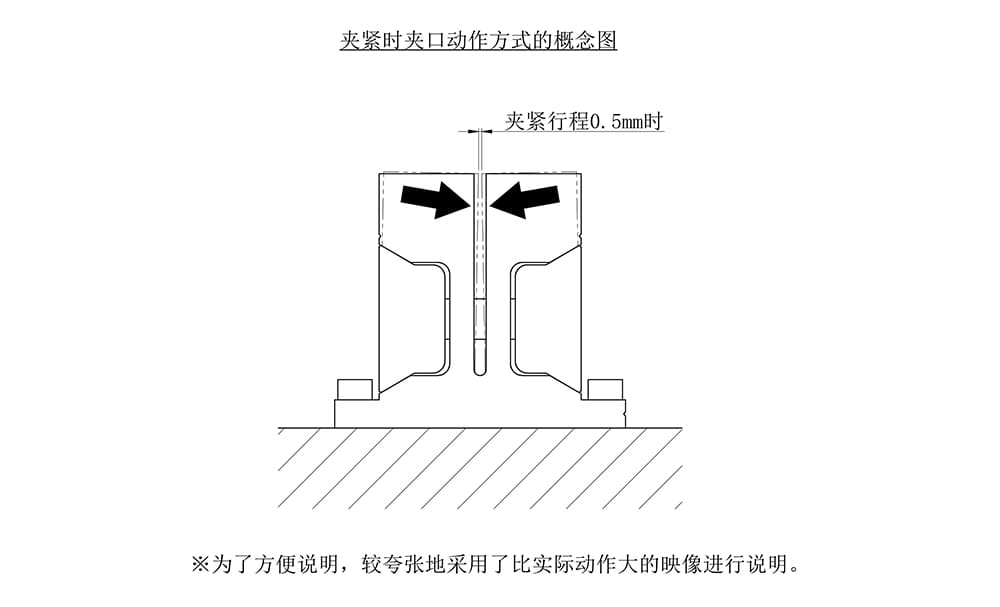
紧固夹紧螺栓会使得左右两边的夹口向中心倾倒,从而夹紧工件的外形。
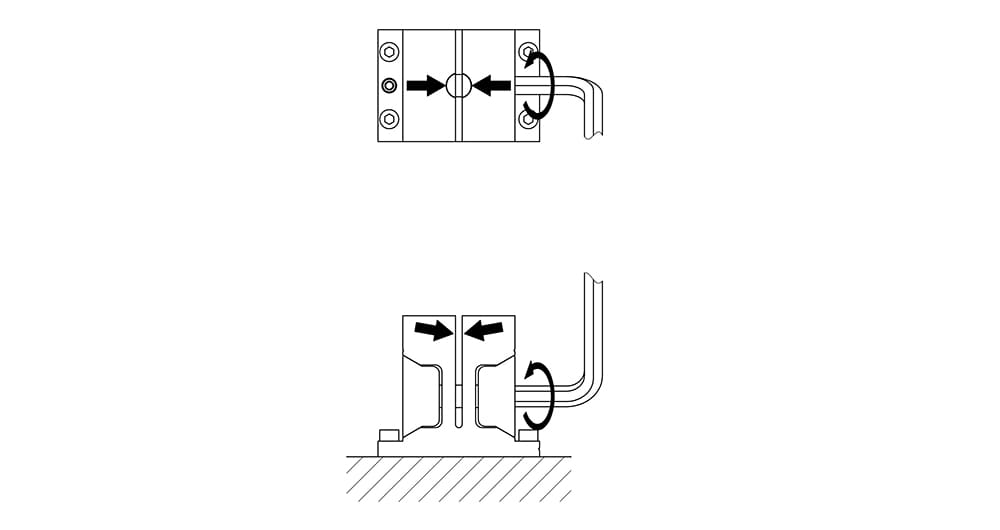
能够应对异形工件的自行加工型夹具。
紧固夹紧螺栓会使得左右两边的夹口向中心倾倒,从而夹紧工件的外形。
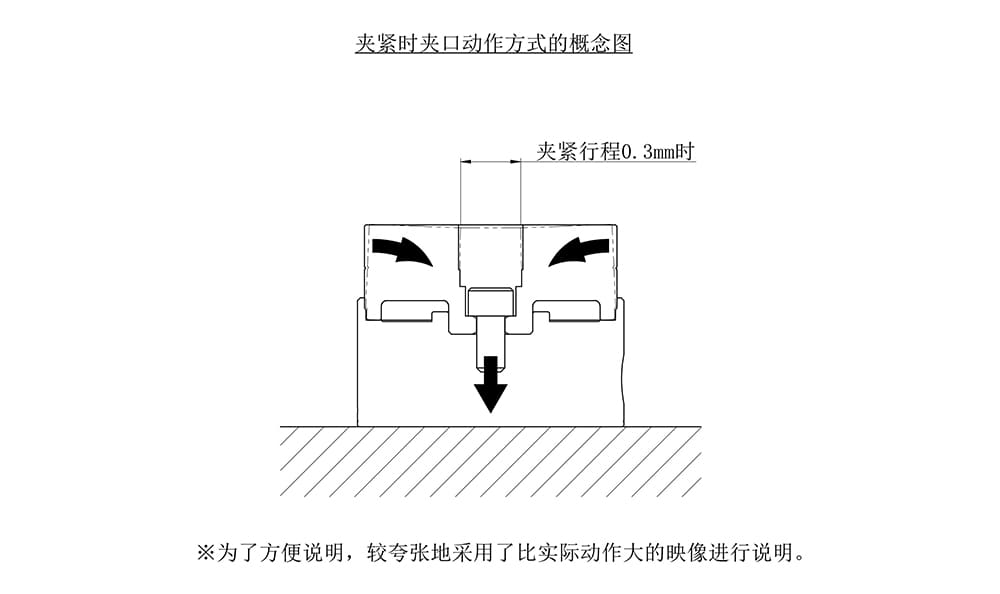
夹紧行程为直径0.3mm。
工件个体尺寸的差异,如果在夹紧行程范围内,可以通过行程吸收。
夹紧行程为0.5mm。
工件个体尺寸的差异,如果在夹紧行程范围内,可以通过行程吸收。
夹紧行程为0.5mm。
工件个体尺寸的差异,如果在夹紧行程范围内,可以通过行程吸收。
高度方向请在产品目录H2尺寸的范围内自行加工。
直径方向的可自行加工范围(Min.~Max.),请参照下表。
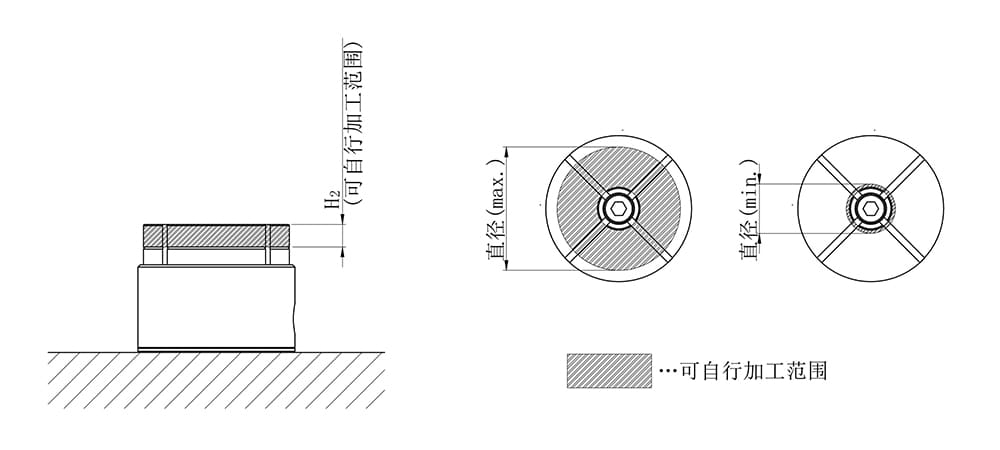
| 型号 | 可自行加工范围 | ||
|---|---|---|---|
| 高度(H2) | 直径(Min.) | 直径(Max.) | |
| CP120-06501 | 10 | 20 | 55 |
| CP120-09001 | 15 | 24 | 80 |
注)上记的值只是参考数据。使用时,请根据加工负荷考虑夹口的剩余壁厚。
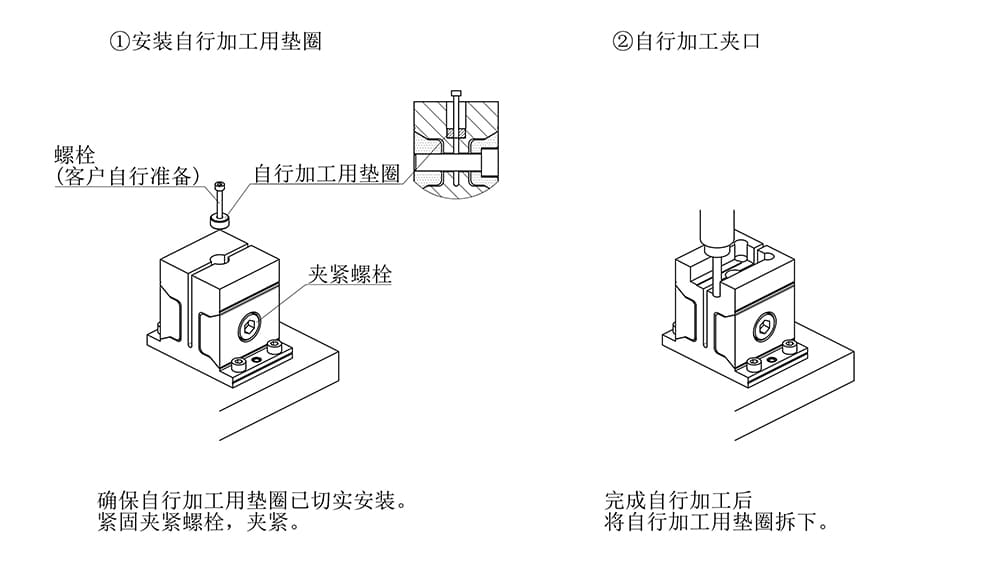
在夹口上固定自行加工用垫圈后,根据工件的形状、尺寸自行加工夹口。
自行加工的步骤请参照下图。
在夹口上固定自行加工用垫圈后,根据工件的形状、尺寸自行加工夹口。
自行加工的步骤请参照下图。
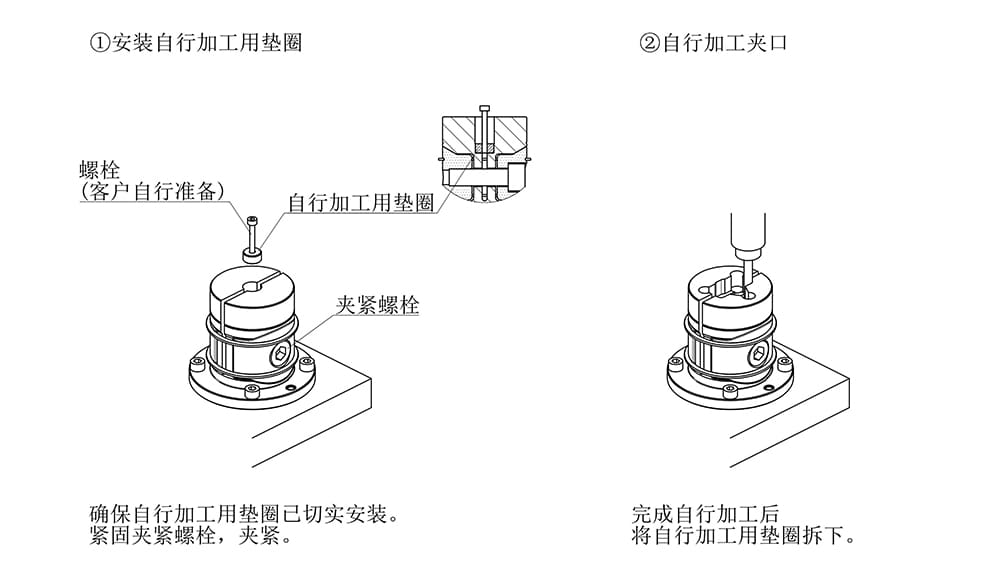
在夹口上固定自行加工用垫圈后,根据工件的形状、尺寸自行加工夹口。
自行加工的步骤请参照下图。
夹口为消耗品。
夹口的耐久性测试结果如下,请以此为依据考虑。
| 型号 | 耐久性测试结果 |
|---|---|
| CP121-06501 | 约完成1万次 |
| CP121-09001 | 约完成2万次 |
结合使用我司另售品的车床用接合器,可以作为车床加工用的夹具使用。
车床用接合器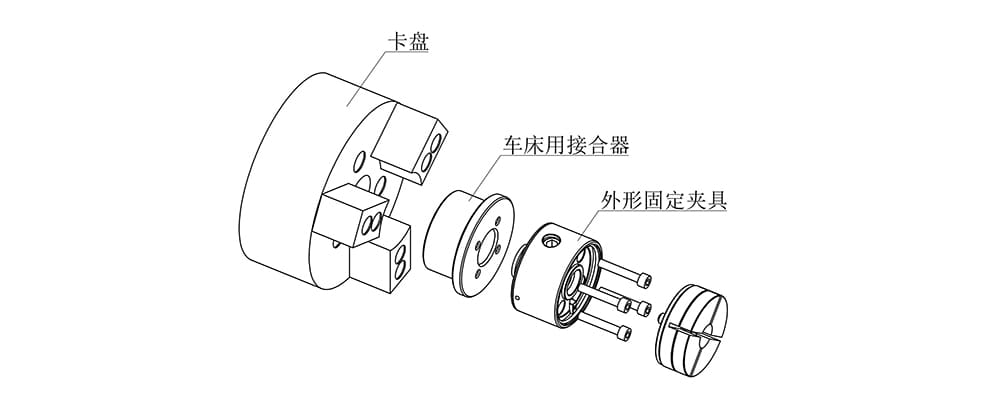
适用的型号请参照下表。
| 外形固定夹具型号 | 适用车床用接合器 |
|---|---|
| CP120-06501 | CP122-06501 |
| CP120-09001 | CP122-09001 |
无法单独购买本体,但可以单独购买夹口。(型号请参照产品目录。)
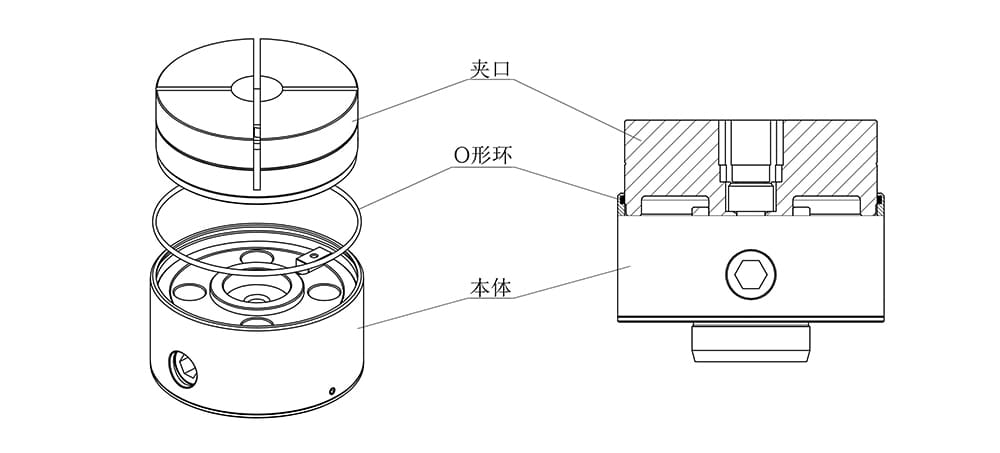
附件的O形环请参照下表,请客户自行准备。
| 型号 | 适用O形环 (厂家:NOK) |
|---|---|
| CP120-06501 | CO 0544A(S65) |
| CP120-09001 | CO 0551A(S90) |