柔性定位基座 常见相关产品问题
各个厂家的底座和夹紧螺栓分别有各自的特性,规格及尺寸都有不同。
是否可以通用,请客户自行确认。
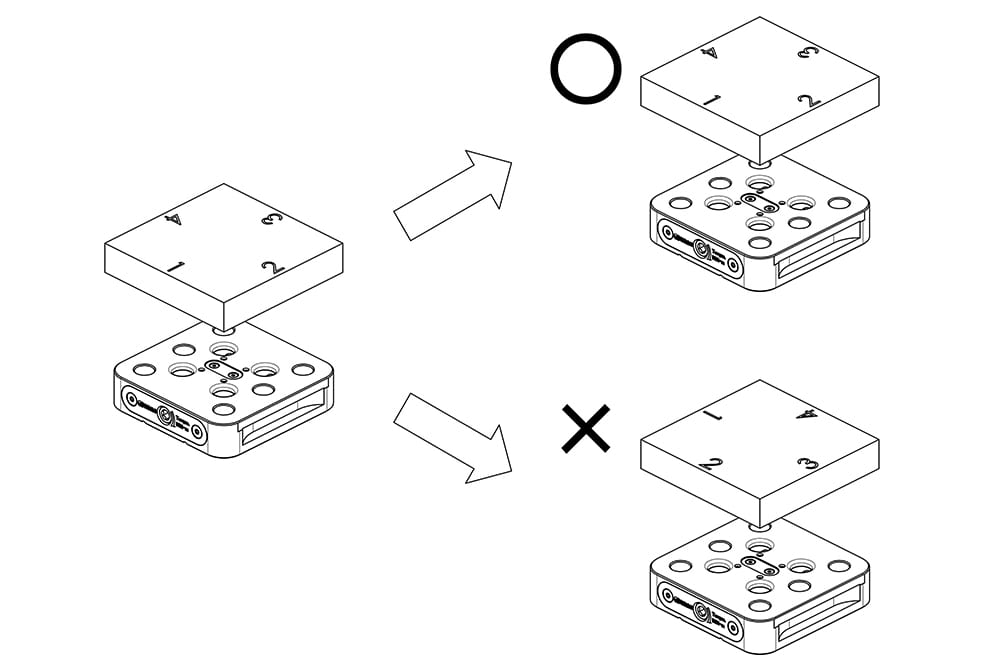
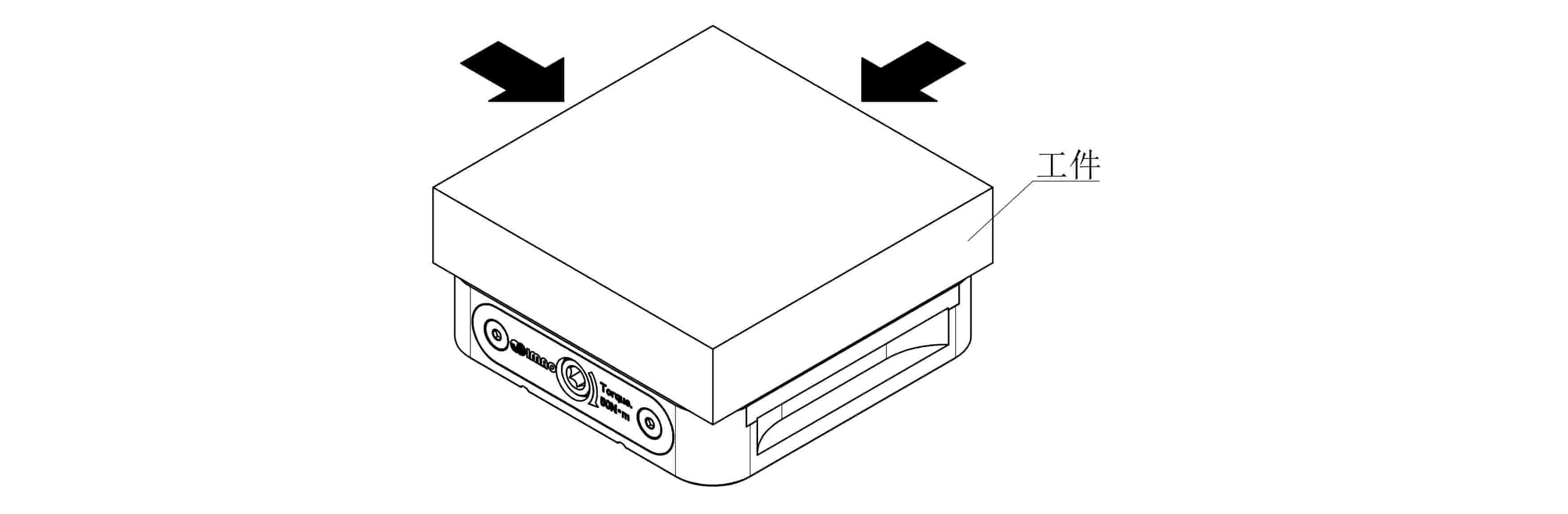
即使是同一个工件,工件的安装方向发生改变则无法得到5μm的定位精度,因此请以同一安装方向安装工件。
使用柔性定位基座上的螺纹孔,可以安装防止操作失误的部件。
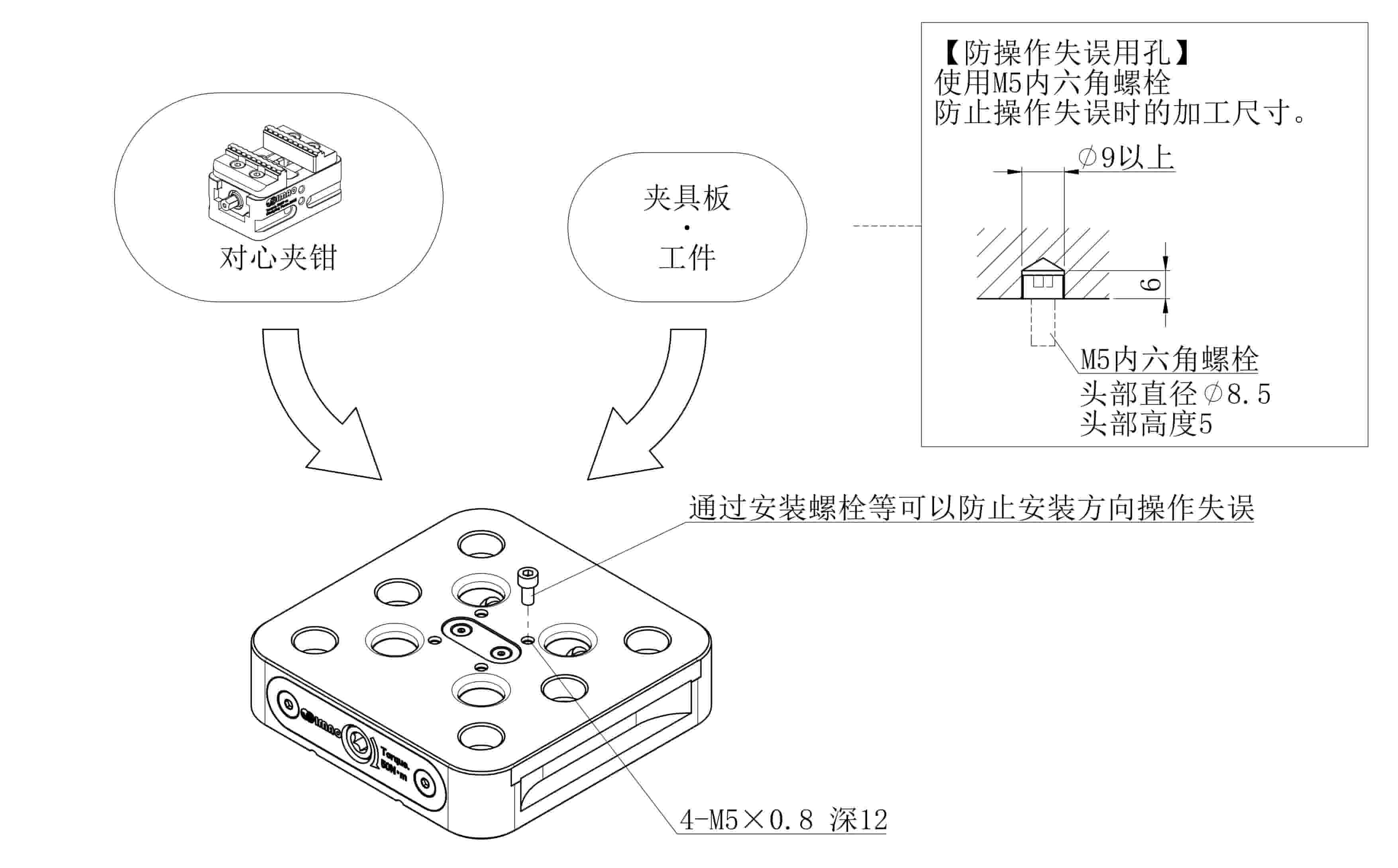
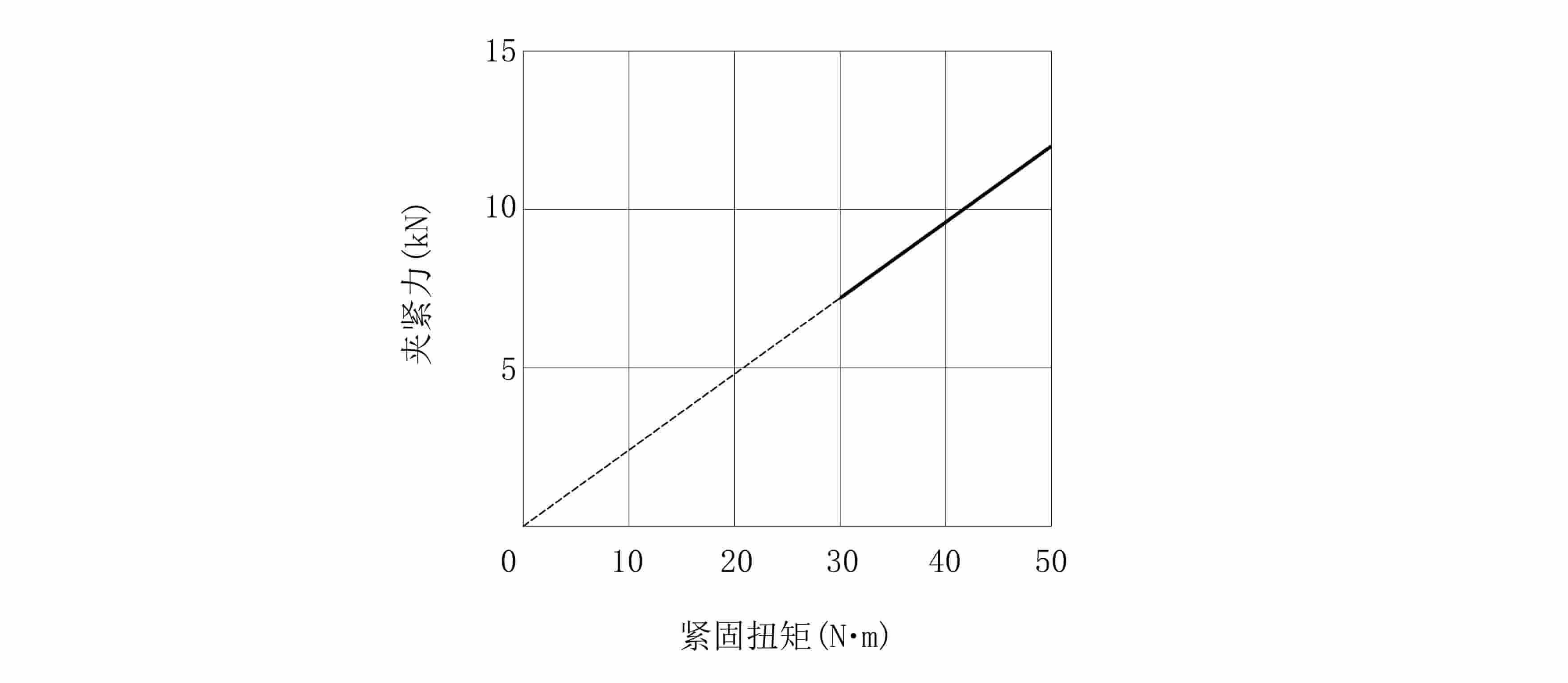
根据工件的形状和材质会有变化,一般请在30~50N・m的范围内使用。
请参照下记的能力线图。
设置有公差为H9的孔(下图 剖面图A-A,剖面图B-B),请作为基准孔使用。
并且,通过活用产品的侧面也可以进行定位。
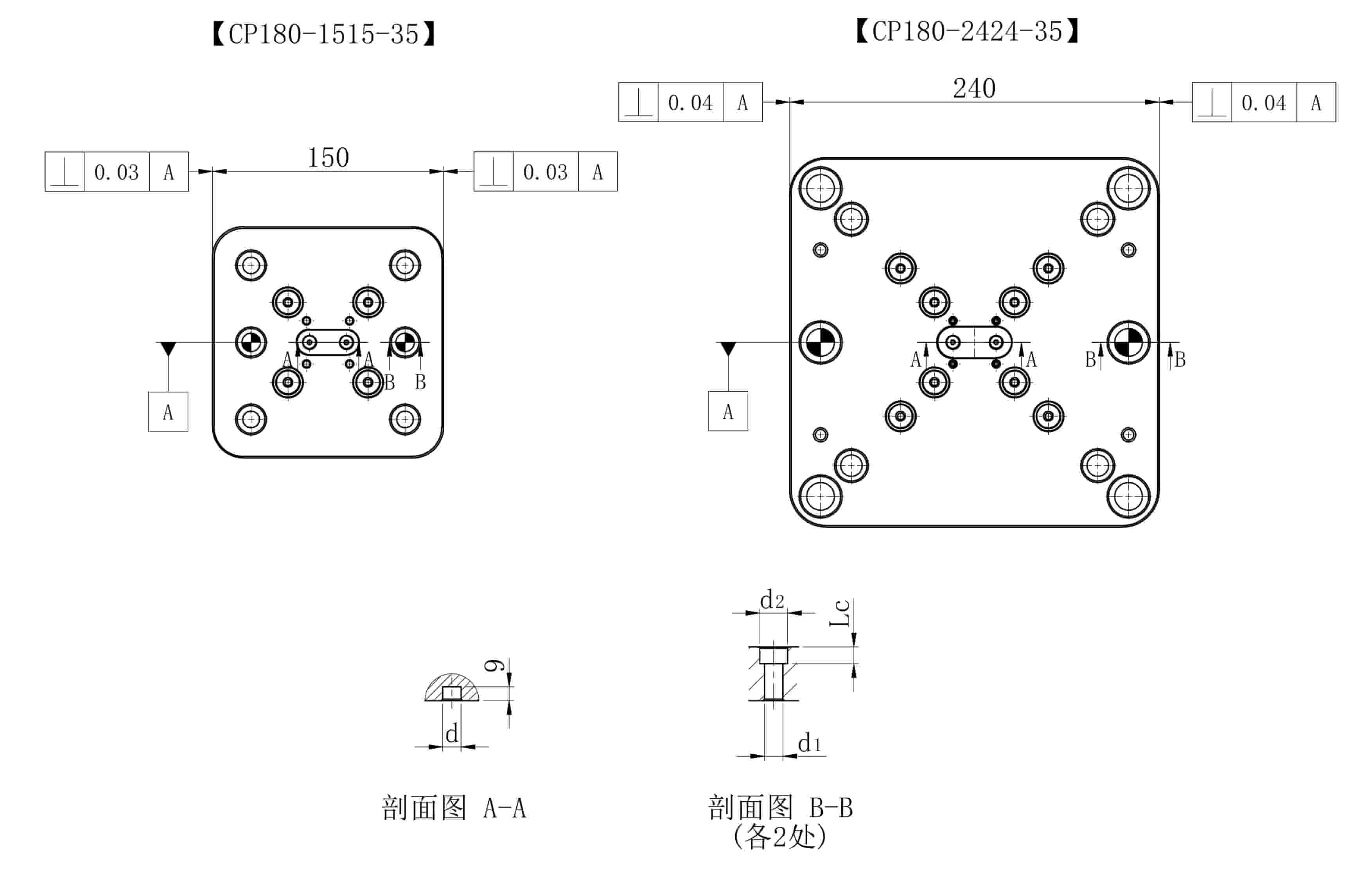
| 型号 | d (H9) |
d1 (H9) |
d2 | Lc |
|---|---|---|---|---|
| CP180-1515-35 | 12 | 12 | 18 | 11 |
| CP180-2424-35 | 18 | 18 | 26 | 17.5 |
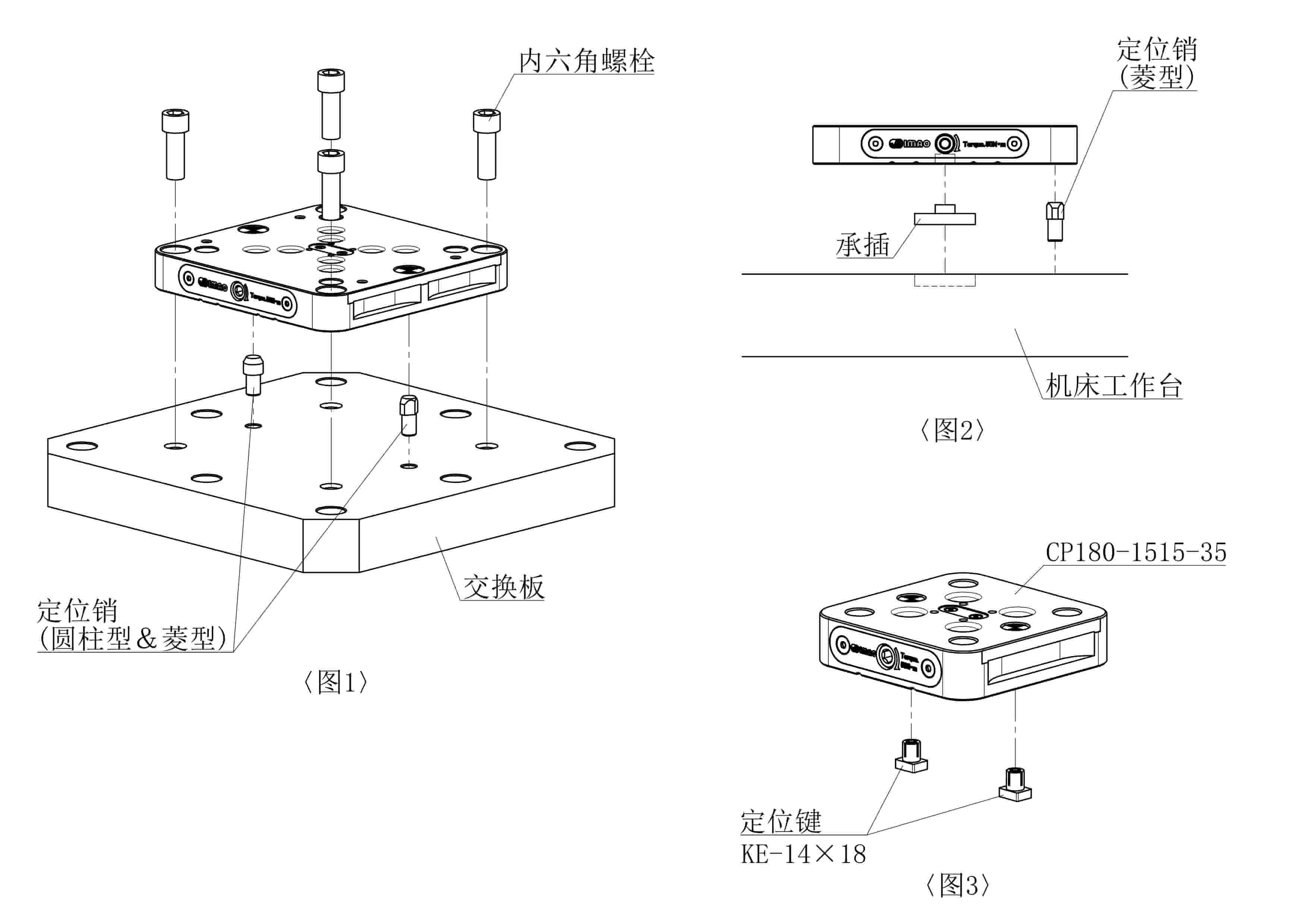
请参考以下的示例。
通过在2处基准孔插入定位销使用。(图1)
使用底面的基准孔时,需要客户自行制作如承插等的定位部件。(图2)
只有CP180-1515-35是可以使用IMAO型号 KE-14x18的定位键。(图3)
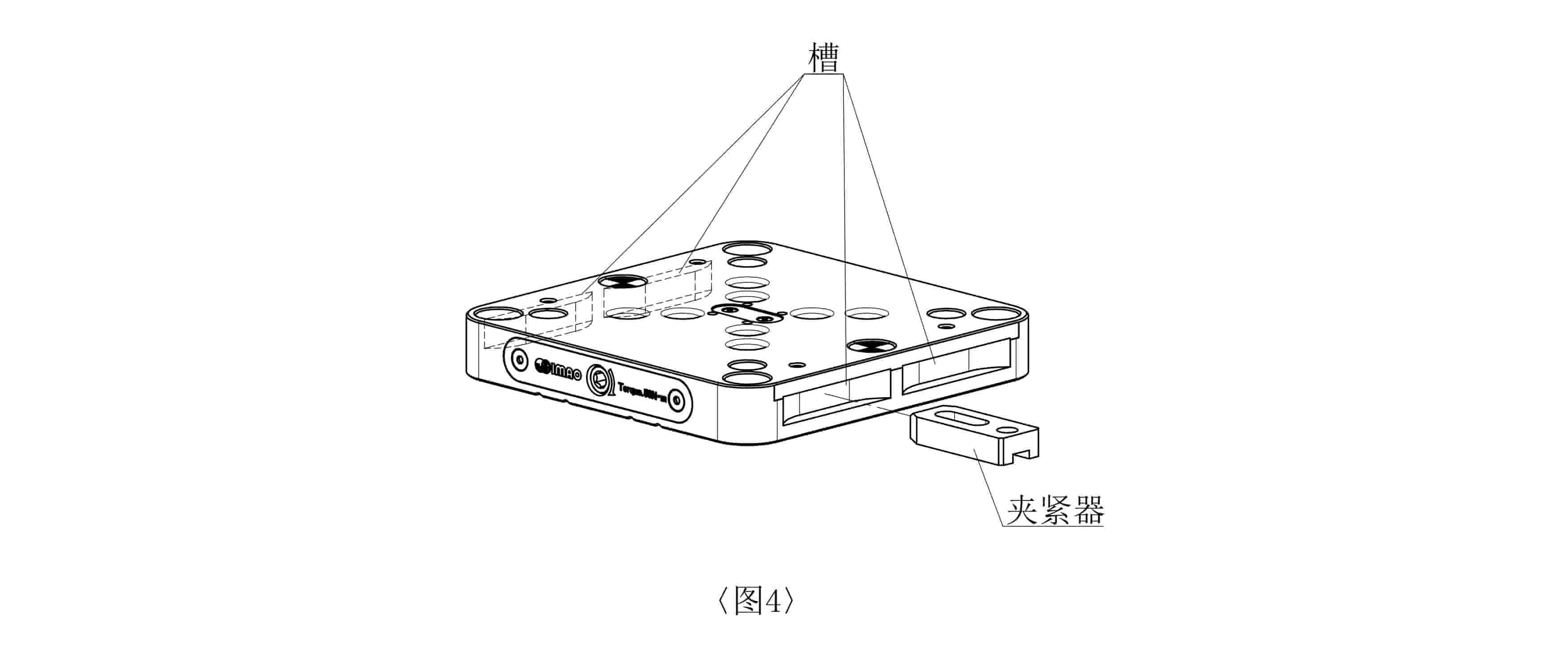
无法使用螺栓固定时则可以利用产品侧面的槽,通过夹紧器进行固定。(图4)
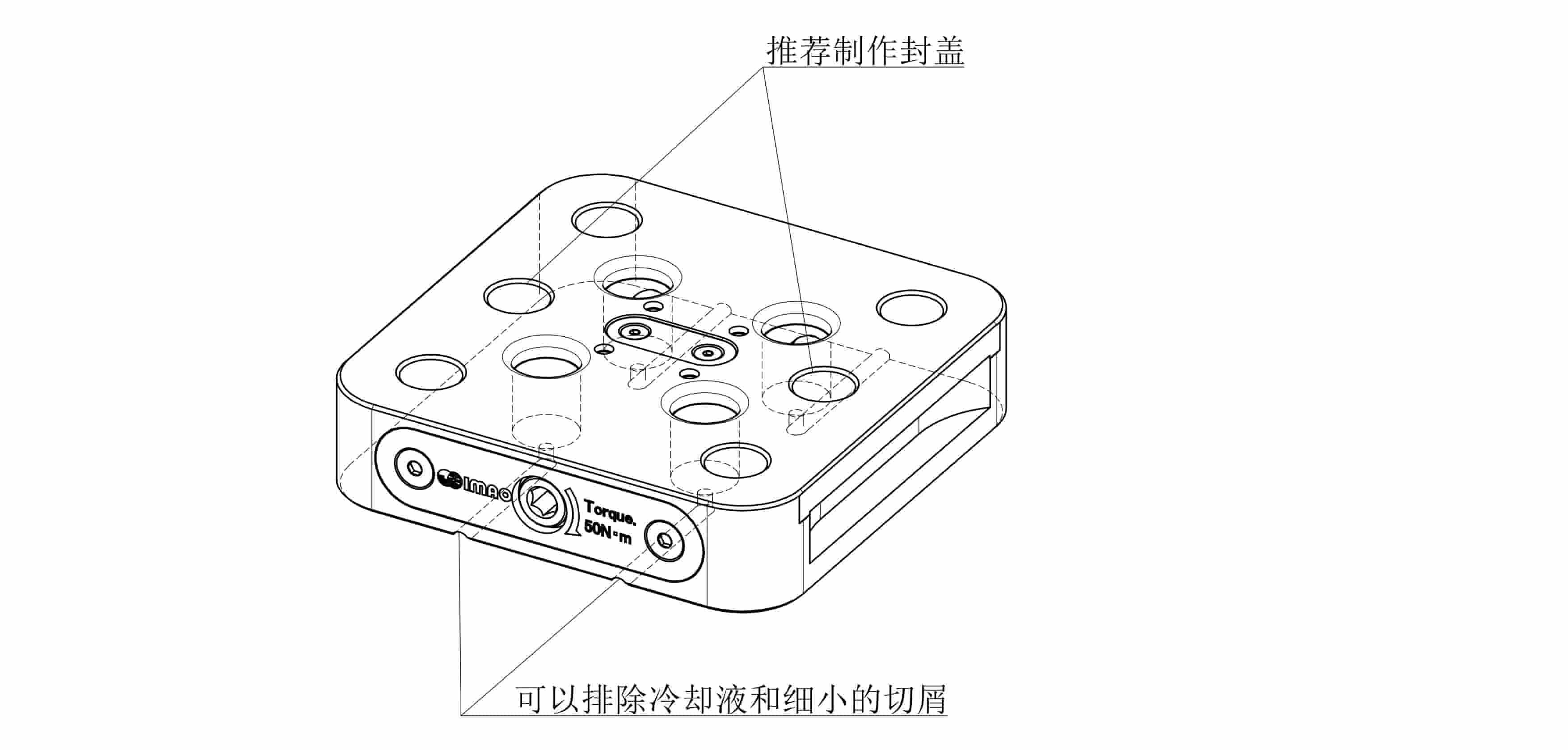
夹紧螺栓插入孔和底面的槽连结着,可以使得冷却液和细小的切屑能够排出。
但是,作为定位使用可能的安装孔兼基准孔2处没有可以排出冷却液的机构,请根据需要使用封盖。
通过安装和柔性定位基座相同厚度的工件确认变位量,进行水平方向(X/Y)的容许载荷的测试。
在变位量达到10μm前的容许载荷请参照下表。
| 型号 | 水平方向容许载荷 (kN) |
|---|---|
| CP180-1515-35 | 4 |
| CP180-2424-35 | 6 |
本产品被定义为含有5面加工的加工中心用的加工夹具。
虽然并没有假设使用在车床上的车削加工,请客户参照水平方向的容许载荷,如在其容许范围内则完全可以使用。
因产品内部侵入异物或橡胶垫圈的老化,产品可能会发生运行不良及定位精度不稳定的情况。
橡胶垫圈的老化情况根据使用状况会有所不同。
在确认本体和交换板的之间的间隙后,若发现间隙消失则需要更换橡胶垫圈。
推荐快速进行产品清洁、维护以及橡胶垫圈的更换。
产品的维护方法请参考下述PDF数据。
维护说明书无橡胶垫圈也可使用。
但在无橡胶垫圈的状态下,本体和交换板会发生贴合难以取下。
且重复定位精度会不稳定,因此建议在安装橡胶垫圈的状态下使用。(请在4处全部安装橡胶垫圈的状态下使用。)
橡胶垫圈为市售品,请客户自行购买。(橡胶垫圈型号:WRBNA15-6-2(米思米公司产品))
柔性定位基座的2种型号皆为同一款橡胶垫圈。要安装全部插入孔时的数量为CP180-1515-35 4个、CP180-2424-35 8个。
更换橡胶垫圈时,请将柔性定位基座侧的粘贴面脱脂清洁后,再粘贴使用。
橡胶垫圈的更换方法请参考下述PDF数据。
维护说明书如果没能帮您解决您的问题,请联系日本株式会社今尾上海代表处(shanghai@imao-cn.com)。