柔性定位基座
30分钟变为30秒!
工装夹具交换的新标准
多品种少批量生产时,将会发生频繁的工装夹具交换或工件交换。工装夹具交换时,因为定中心作业需要花费大量时间,导致机床停止时间变长,从而使得机床运转率降低。柔性定位基座是能够进行快速的高精度定位和固定的工装夹具快换系统。由于不需要繁琐的定中心作业,使得工装夹具的交换作业导致的停机时间大幅缩短。由于通过操作一处就可以简单地夹紧,无论谁操作都能够在短时间内实现相同精度的定位。同时由于袖珍型设计,适合用于小型5轴加工中心或立式加工中心的工装夹具交换。通过柔性定位基座的工装夹具交换使得机床运转率提升,从而提高生产力。

产品视频
※此视频非静音视频,播放时请注意音量等。
您是否有以下烦恼?
- 机床内的夹具板或工件的装拆作业非常耗时间
- 定中心作业很费力
- 需要有效运用5轴加工中心或立式加工中心
柔性定位基座可以做到
快速的拧紧
由于仅旋拧一处就可以夹紧四处,短时间就能够固定完成。
重复定位精度5μm
由于向对心方向进行夹紧,可以做到高精度地交换工装夹具或工件。
不需要费力的定中心作业。
不需要定中心作业,使得停机时间大幅缩短。

在机床运作中,通过在机外进行下个工序的准备,使得在交换后能够立即进行加工。
减少机床停机时间,提升运转率。
还有以下特点
夹紧力15kN
由于可以做到15kN的强力夹紧,因此可以应对高负荷的加工。
适合用于同时夹紧多个工件
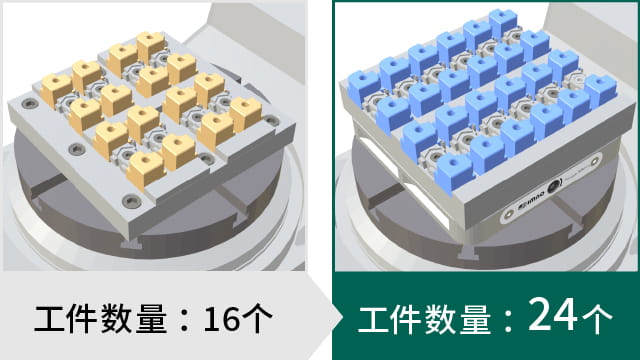
由于可以将交换板上面作为夹具空间极大限度地利用,因此适合用于同时夹紧多个工件。
袖珍型设计

有150方和240方两种规格,客户可以根据机床工作台的规格自行选型。
高度是只有35mm的袖珍规格,可以极大限度地活用加工范围。
应用实例

5轴加工中心的夹具的交换30秒就能完成!
提高机械运行率,增加了模具的生产量。
《鱼岸精机工业株式会社(Uogishi Seiki Interactive Corporation)》
总部设于日本富山县射水市的模具厂家,公司员工共有53人。
经手众多面向大型车企的压铸模具。
拥有20台机床。并且由于很早就从德国引入大型的5轴加工中心投入到模具制造,其先进性和技术储备使得现在能够每个月进行100个以上的项目的制造。是一家拥有压倒性的生产效率和行业顶尖的技术能力的企业。

大幅减少例如定芯作业等的机内操作提高设备运转效率实现减少人工操作
《株式会社新川制作所(Shinkawa Manufacturing Co., Ltd)》
“株式会社新川制作所”是一家总部位于静冈县磐田市的生产制造商。主要从事与汽车有关的模具、机械零件以及一些试制品的生产加工。
基于高精度和高效率的理念,根据自身优秀的技术能力进行高技术含量的产品加工。工厂内的设备都具有优异的加工精度。 近年来,该公司引进了基恩士(KEYENCE)公司生产的手持式探针三坐标测量仪,还参与了逆向工程产品制造理念的研究。
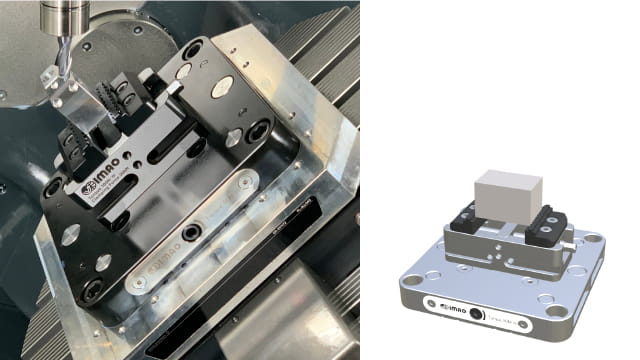
使用示例
夹具板
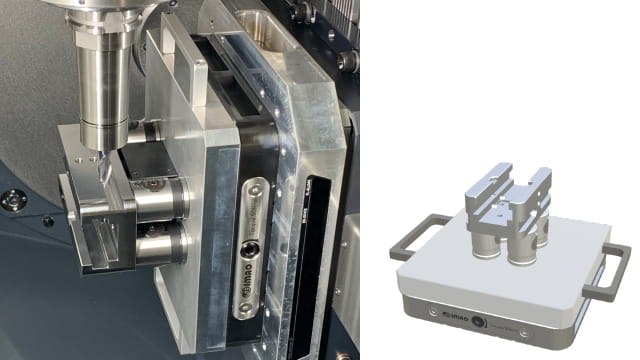
对心夹钳
应用示例
使用了柔性定位基座后缩短了约2.7小时!
对使用了柔性定位基座和没有使用进行一次批量份的加工时间做了对比
| 生产批量 | 加工时间 |
|---|---|
| 20个 | 62分钟 |

由于不需要定中心作业,所以缩短了60分钟
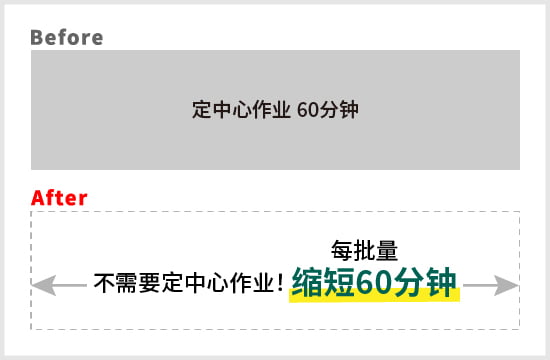
使用了柔性定位基座时,由于可以做到高精度的交换,因此不需要工装夹具的定中心作业。
由于变为机外准备,所以缩短了100分钟
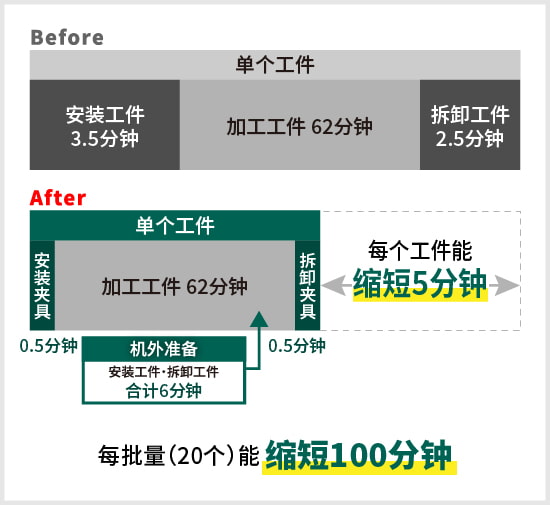
原来花费了6分钟的工件的交换作业,通过机外准备缩短了5分钟。而夹具只需要1分钟就能交换完成。


